


一.系統概述
目前市面大多數彎管機系統,對于做出不同弧形的管子,參數調試復雜,參數調試過程大多憑經驗,沒有理論計算公式,造成調試過程中管材及人力浪費。
現有系統不能實現推弧輥跟壓弧輥連續同步動作,當送料速度改變時,形成的彎弧一致性很差;
對于過渡弧段,用戶不能掌控過渡弧的具體長度,造成過渡弧成為廢弧。
本系統采用科威智能伺服控制,針對目前市場上系統存在的問題,將系統方案升級改進,全新的彎弧機系統可以實現推弧輥與壓弧輥同步聯動,不再受限于速度;彎弧一致性好,可以做到弧連弧無縫銜接、弧段數無限段、精確控制每段過渡弧長、弧型調試有理論公式可循;支持CAD坐標導入,有XY實時曲線調試。

(圖1-彎弧機圖)

(圖2-管材現場應用圖)
二.系統配制
2.1.系統配制
型號 | 數量 |
科威3KW智能伺服 | 1臺 |
科威2.6KW伺服電機 | 1臺 |
變頻器 | 1臺 |
5.5KW異步電機 | 1臺 |
科威7寸觸摸屏 | 1臺 |
傳感器 | 3個 |
編碼器 | 1個 |
2.2.技術指標
指標 | 參數值 |
生產線速度 | 0—10m/min |
額定力矩 | 15NM |
供電電壓 | 380V |
三.系統方案
3.1.工藝流程
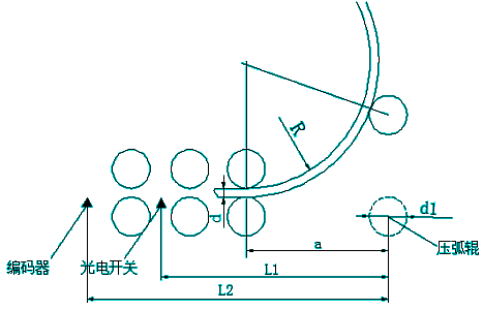
(圖3-彎弧機系統示意圖)
3.2.系統方案
每段彎弧過程由過渡弧和圓弧組成,用戶只需要設置每段彎弧的過渡弧長以及圓弧長和圓弧半徑,就可以自動生成每段彎弧對應的伺服推弧距離,用戶根據生成的推弧距離判斷是否滿足所需管材尺寸要求,而不需要通過試驗管材來調整參數,避免浪費管材;
推弧過程中伺服推弧位置與過渡弧位置一一對應,不受速度及阻力變化影響,以保證生產產品的一致性;
過渡弧長的長度用戶可以自行設置,滿足不同材質管材、不同速度及工藝要求。
四.功能介紹

(圖4-觸摸屏操作界面)
本系統支持自動與手動兩種運行模式,推弧軸與送料軸均可正反轉,送料速度可由面板旋鈕調節或觸摸屏直接設置,推弧過程中推弧輥與送料軸聯動;
彎管段數可任意設置,并且兩弧之間平滑連接,過渡弧長度可以人為控制;
彎管參數設置完畢,點擊參數導入后,自動顯示每段對應伺服位置、總跨度、頂高、偏角、以及平均半徑;
自動運行過程中每段對應的參數實時顯示(如當前段數、推弧半徑、當前段弧長、伺服絕對位置),便于用戶調試與觀測;
支持計數與計長功能;
支持多配方功能,并且可停電記憶;
支持彎管曲線顯示(如圖5所示)與CAD坐標導入(如圖6所示)功能。
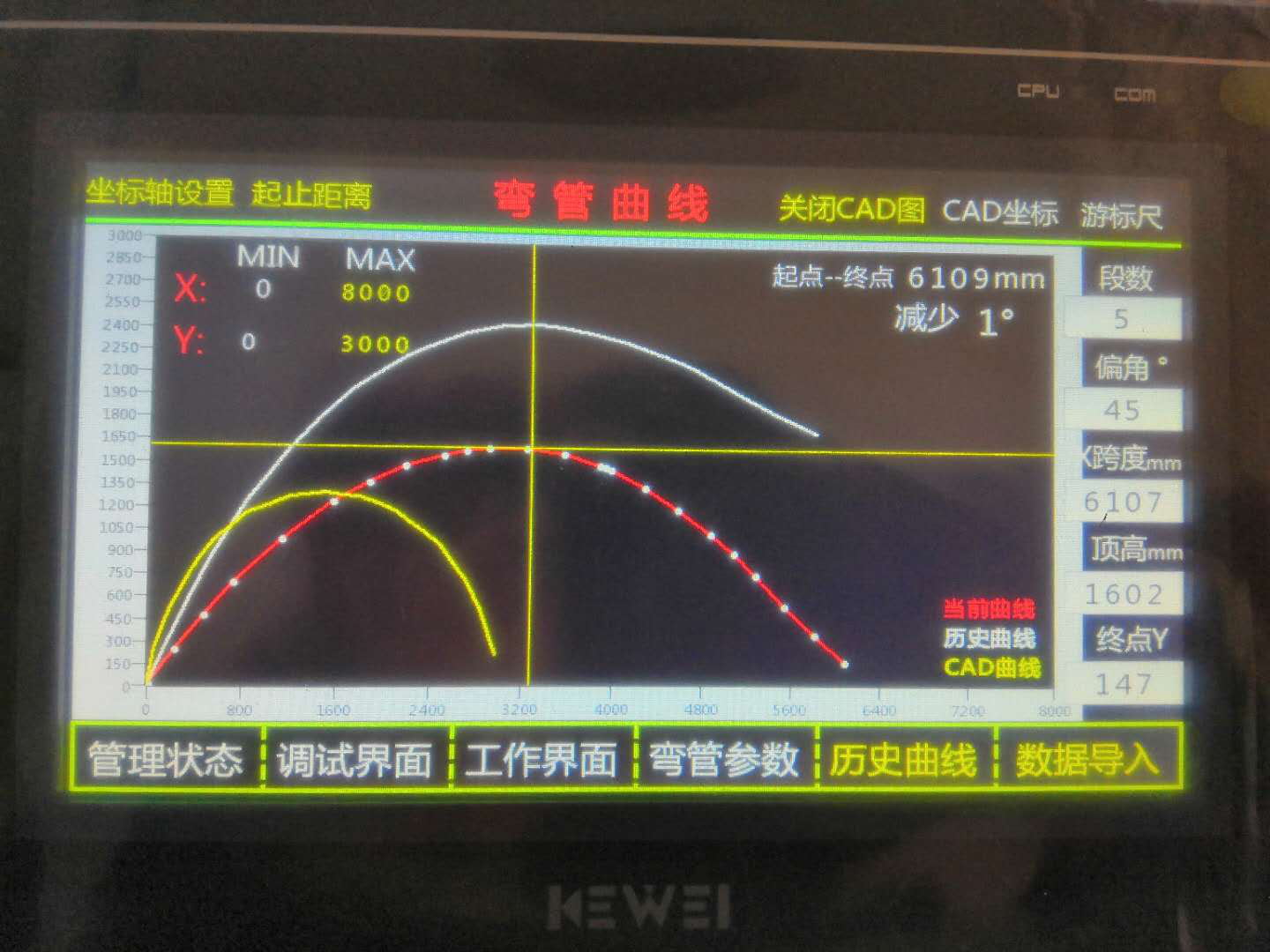
(圖5-彎管曲線顯示界面)

(圖6-CAD坐標導入界面)
五.總結
該系統充分利用了科威智能伺服特有的各項運動指令,發揮了智能伺服在運動控制方面集成度高、響應速度快的優勢,實現了推弧輥伺服與送料輥變頻器在位置上的一一對應,保證了彎管的一致性和精度。
內部算法改進,用戶可以簡便規劃每段弧的尺寸,并且可以在觸摸屏上直觀顯示當前段的情況,更加方便用戶調整參數,以達到所需弧形。
利用智能伺服特有指令,實現了弧連弧之間無縫銜接、彎弧段數不受限制的功能。
該系統可選配雙智能伺服系統,以提高送料與推弧之間的關聯度與響應速度,從而進一步提高系統的速度、精度、一致性,可以兼容急弧、緩弧的制作,并且不需要繁冗設置彎管參數,直接在觸摸屏上繪制彎管圖形就可以彎出用戶所需的管材。
